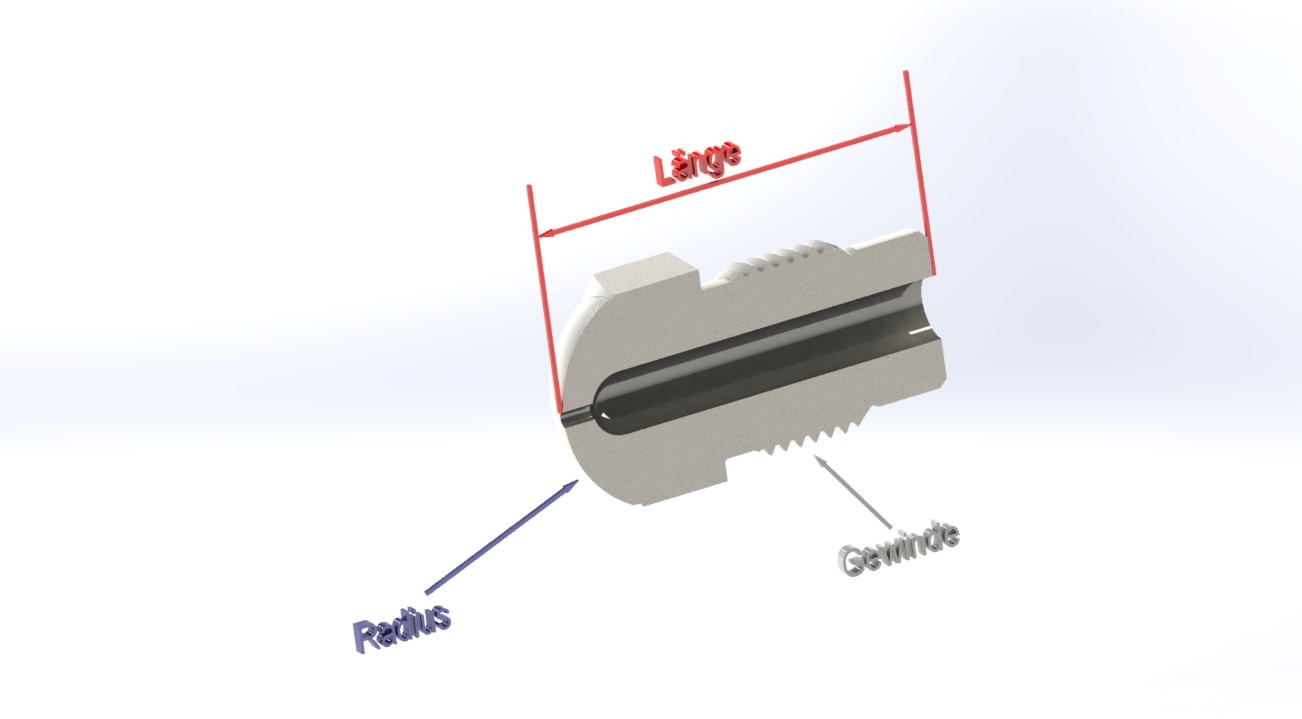
Düsenspitzen passend für Arburg Demag und Boy
Gewinde: M24x1,5
Eingangsdurchmesser: 8mm
Gesamtlänge: 100mm
Die Düsenspitze stellt die Verbindung zwischen Werkzeug und Plastifiziereinheit her. Die Kunststoffschmelze tritt bei einer offenen Düsenspitze über eine dauerhaft geöffnete Bohrung in die Formkavität ein. Mit diesem Aufbau lassen sich Prozeßstörungen und Materialfriktionen vermindern.
Düsenspitzen passend für Arburg Demag und Boy,
Gewinde: M24x1,5
Eingangsdurchmesser: 8mm
Gesamtlänge: 50mm
Die Spitze des Schneckenzylinders ist mit einer offenen Düsenspitze versehen, die die Verbindung zwischen Werkzeug und Plastifiziereinheit herstellt. Die Kunststoffschmelze tritt bei einer offenen Düsenspitze über eine dauerhaft geöffnete Bohrung in die Formkavität ein. Mit diesem Aufbau lassen sich Prozeßstörungen und Materialfriktionen vermindern.
Beim Dosiervorgang wird die Kunststoffmasse bis zur Düse transportiert und davor gestaut und in der Regel durch eine Rückstromsperre geleitet. Durch diesen Vorgang entsteht ein Staudruck und die Formmasse wird verdichtet, gleichzeitig wird durch diesen Druck die Schnecke zurückgedrückt.
Düsenspitzen passend für Arburg Demag und Boy.
Gewinde: M24x1,5
Eingangsdurchmesser: 8mm
Gesamtlänge: 75mm
Die Spitze des Schneckenzylinders ist mit einer offenen Düsenspitze versehen, die die Verbindung zwischen Werkzeug und Plastifiziereinheit herstellt. Die Kunststoffschmelze tritt bei einer offenen Düsenspitze über eine dauerhaft geöffnete Bohrung in die Formkavität ein. Mit diesem Aufbau lassen sich Prozeßstörungen und Materialfriktionen vermindern.
Beim Dosiervorgang wird die Kunststoffmasse bis zur Düse transportiert und davor gestaut und in der Regel durch eine Rückstromsperre geleitet. Durch diesen Vorgang entsteht ein Staudruck und die Formmasse wird verdichtet, gleichzeitig wird durch diesen Druck die Schnecke zurückgedrückt.
Düsenspitzen passend für Arburg
Gewinde: M36x2,0
Düsenradius: R15
Eingangsdurchmesser: 12 mm
Ausgangsdurchmesser: 3 mm
Gesamtlänge: 112 mm, für zusätzliche Heizzone an der Düsenspitze
Die Spitze des Schneckenzylinders ist mit einer offenen Düsenspitze versehen, die die Verbindung zwischen Werkzeug und Plastifiziereinheit herstellt. Die Kunststoffschmelze tritt bei einer offenen Düsenspitze über eine dauerhaft geöffnete Bohrung in die Formkavität ein. Mit diesem Aufbau lassen sich Prozeßstörungen und Materialfriktionen vermindern.
Beim Dosiervorgang wird die Kunststoffmasse bis zur Düse transportiert und davor gestaut und in der Regel durch eine Rückstromsperre geleitet. Durch diesen Vorgang entsteht ein Staudruck und die Formmasse wird verdichtet, gleichzeitig wird durch diesen Druck die Schnecke zurückgedrückt.
Düsenspitzen passend für Arburg
Gewinde: M36x2,0
Düsenradius: R15
Eingangsdurchmesser: 12 mm
Ausgangsdurchmesser: 5 mm
Gesamtlänge: 112 mm, für zusätzliche Heizzone an der Düsenspitze
Die Spitze des Schneckenzylinders ist mit einer offenen Düsenspitze versehen, die die Verbindung zwischen Werkzeug und Plastifiziereinheit herstellt. Die Kunststoffschmelze tritt bei einer offenen Düsenspitze über eine dauerhaft geöffnete Bohrung in die Formkavität ein. Mit diesem Aufbau lassen sich Prozeßstörungen und Materialfriktionen vermindern.
Beim Dosiervorgang wird die Kunststoffmasse bis zur Düse transportiert und davor gestaut und in der Regel durch eine Rückstromsperre geleitet. Durch diesen Vorgang entsteht ein Staudruck und die Formmasse wird verdichtet, gleichzeitig wird durch diesen Druck die Schnecke zurückgedrückt.
Düsenspitzen passend für Arburg
Gewinde: M36x2,0
Düsenradius: R15
Eingangsdurchmesser: 12 mm
Ausgangsdurchmesser: 8 mm
Gesamtlänge: 112 mm, für zusätzliche Heizzone an der Düsenspitze
Die Spitze des Schneckenzylinders ist mit einer offenen Düsenspitze versehen, die die Verbindung zwischen Werkzeug und Plastifiziereinheit herstellt. Die Kunststoffschmelze tritt bei einer offenen Düsenspitze über eine dauerhaft geöffnete Bohrung in die Formkavität ein. Mit diesem Aufbau lassen sich Prozeßstörungen und Materialfriktionen vermindern.
Beim Dosiervorgang wird die Kunststoffmasse bis zur Düse transportiert und davor gestaut und in der Regel durch eine Rückstromsperre geleitet. Durch diesen Vorgang entsteht ein Staudruck und die Formmasse wird verdichtet, gleichzeitig wird durch diesen Druck die Schnecke zurückgedrückt.
Düsenspitzen passend für Arburg
Gewinde: M36x2,0
Düsenradius: R39,5
Eingangsdurchmesser: 12mm
Gesamtlänge: 72 mm
Die Spitze des Schneckenzylinders ist mit einer offenen Düsenspitze versehen, die die Verbindung zwischen Werkzeug und Plastifiziereinheit herstellt. Die Kunststoffschmelze tritt bei einer offenen Düsenspitze über eine dauerhaft geöffnete Bohrung in die Formkavität ein. Mit diesem Aufbau lassen sich Prozeßstörungen und Materialfriktionen vermindern.
Beim Dosiervorgang wird die Kunststoffmasse bis zur Düse transportiert und davor gestaut und in der Regel durch eine Rückstromsperre geleitet. Durch diesen Vorgang entsteht ein Staudruck und die Formmasse wird verdichtet, gleichzeitig wird durch diesen Druck die Schnecke zurückgedrückt.
98,00 €*
Diese Website verwendet Cookies, um eine bestmögliche Erfahrung bieten zu können. Mehr Informationen ...